Техника и вооружение 2011 07
Техника и вооружение 2011 07 читать книгу онлайн
Научно-популярный журнал (согласно титульным данным). Историческое и военно-техническое обозрение.
Внимание! Книга может содержать контент только для совершеннолетних. Для несовершеннолетних чтение данного контента СТРОГО ЗАПРЕЩЕНО! Если в книге присутствует наличие пропаганды ЛГБТ и другого, запрещенного контента - просьба написать на почту [email protected] для удаления материала
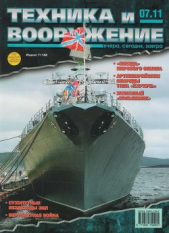
Необходимо отметить, что Б-413 выгодно отличается от музейной лодки пр. 641 Б, находящейся в Москве. Во-первых, она наиболее соответствует оригиналу, а во- вторых, в Калининграде лучше организовано обслуживание туристов. Нет никаких очередей: купил билет и иди в лодку. В некоторых отсеках несут вахту сотрудники музея – ветераны флота, так что если появляются вопросы, они охотно ответят на любой из них. Можно не спеша самостоятельно осмотреть лодку или заказать экскурсию. Если после этого вы не удовлетворили жажду морской романтики, можно посетить другие корабли из коллекции Музея Мирового океана.

Подводные лодки пр. 641.
Фото В. Киселева.

Набережная Петра Великого в Кинигсберге. На переднем плане – подводная лодка Б-413. За ней – здание Музея Мирового океана. Далее – научно-исследовательское судно «Витязь», а за ним – судно космической связи «Космонавт Виктор Пацаев».

Б-413. Видны: кормовой флагшток, ходовой огонь и заваренный проем кормового торпедного аппарата.
Под тентом – выход для туристов
Фото К. Кузнецова.
Хроники первых «тридцатьчетверок»
Алексей Макаров
Продолжение. Начало см. в *ТиВ» №9-12/2010г., №1-6/2011 г.

События, связанные с рассмотрением предложения по изготовлению цельноштампованной носовой детали, развивались следующим образом: 15 июня 1940 г. на Мариупольском заводе в присутствии старшего конструктора завода №183 М.И. Таршинова состоялось совещание по вопросу изыскания возможности штамповки носовой детали на ковочном 15000-тонном прессе. Рассмотрев эскиз цельноштампованной носовой детали с выштамповкой надлобника, будкой «ДТ» и отогнутыми подкрылками (предложенный Д.И. Чижиковым), специалисты Мариупольского завода пришли к выводу, что производить штамповку по данному эскизу нецелесообразно по следующим причинам:
1. Требуются больших габарите листы для отгибки подкрылков.
2. При выштамповке будки «ДТ» с одного раза получится большая вытяжка (утонение металла), для устранения чего необходимо вести штамповку в несколько нагревов.
3. Механическая обработка цельноштампованного носа потребует больших габаритов станков. Обработка пулеметного гнезда по внутренней сфере весьма сложна на гнутой детали больших габаритов и необходимых станков на заводе им. Ильича нет.
4. Штамповка такой детали не устраняет поводки в дальнейшей термической обработке и не расшивает узкое место пресса, а наоборот усугубляет, т.к. правка такой детали потребует много времени работы 3000 тн. правильного пресса. Подправка же подкрылков потребует сложных приспособлений (бойки, штампы). Правка в вальцах совершенно исключается ввиду невозможности задать в вальцы. [1 ].
Кроме того, специалисты Мариупольского завода отклонили повторное предложение КБ 520 о штамповке на 15000-тонном ковочном прессе носовой детали по чертежу 34.29.001, разработанной конструкторами завода №183 еще в феврале 1940 г. Напомним, что эта деталь представляла собой цельноштампованный лобовой лист, выполненный зацело с перемычкой над люком водителя (с выштамповкой надлобника), и в силу своей сложности не была принята на установочную серию.
В конечном итоге на совещании приняли решение приступить к опытным работам по штамповке на ковочном 15000-тонном прессе верхней части разрезного носа с отштамповкой надлобника, боковых листов новой расширенной башни (детали 34.30.018-2 и 34.30.019-2) и нижнего кормового листа корпуса (деталь 34.29.007). И, кроме того, провести опыты по штамповке нового варианта разрезного носа (с выштамповкой надлобника и будки «ДГ»), для чего заводу № 183 предписывалось разработать чертежи на эту деталь и представить их не позднее середины июля. 20 июня 1940 г. руководство Мариупольского завода отправило в адрес 7-го ГУ НКСП и АБТУ письмо с просьбой утвердить эти решения.
НАЧАЛЬНИКУ 7-го ГЛАВНОГО УПРАВЛЕНИЯ НКСП т. ЕМЕЛЬЯНОВУ
НАЧАЛЬНИКУ АБТУ КА – ГЕНЕРАЛ ПОЛКОВНИКУ т. ПАВЛОВУ
На Ваше письмо № 2228 от 05/VI-40 г. по вопросу проведения опытной штамповки деталей машины А-34 на ковочном прессе 15000 тонн сообщаем:
Наиболее узким местом в производстве деталей машины А-34 на Мариупольском заводе является правка деталей больших габаритов со сложной штамповкой по плоскости; так если штамповка одной носовой детали требует работы 3000 тн. пресса 1 час, то для правки этой детали требуется задолжить 3000 тн. пресс от 8 до 16 часов в зависимости от величины и вида коробления после закалки.
С целью расшивки этого – наиболее узкого участка на Мариупольском заводе было предложено изготовить носовую деталь слитой вставкой, испытание на полигоне двух таких деталей дали вполне удовлетворительные результаты.
Рассмотрев вопрос штамповки носа с загибкой подкрылков, выштамповкой пулеметного гнета и отгибом кромок, т.е. поэскизу, предложенному в АБТУ КА т. ЧИЖИКОВЫМ выявилось, что такую работу производить не рационально ввиду того, что:
1. Требуются весьма сложные штампы, изготовление которых на Мариупольском заводе займет много времени (отсутствует соответствующее механо-оборудование).
2. Для устранения утонения металла в участке пулеметного гнезда потребуется штамповку производить из 2-х, 3-х нагревов.
3. Механическая обработка цельно-штампованного носа на Мариупольском заводе может производиться на единицах деталей, а не на деталях массового производства ввиду отсутствия соответствующего механо-оборудования.
4. Абсолютно нет никакой гарантии получить деталь после закалки без коробления, вследствие чего возникает вопрос где и на каком оборудовании производить правку таких деталей.
5. Узким местом производства деталей является не штамповка, а правка и механическая обработка, в частности по цельноштампованной носовой детали, требуются большие станки для обработки надлобника и пулеметного гнезда.
Исходя из вышеизложенного, Мариупольский завод штамповку носовой детали не может осуществить по эскизам, предложенным т. ЧИЖИКОВЫМ и не видит целесообразности в изыскании способов их осуществления, т.к. даже осуществив такую штамповку, это совершенно не разрешает узкого участка прессовой правки и не увеличивает производственных мощностей.
С целью создания дополнительных резервов в мощностях по штамповке деталей просит 7-ое Главное Управление НКСП утвердить следующий порядок опытных работ по штамповке деталей на 15000 ковочном прессе:
1. Произвести штамповку опытных носовых деталей с надлобником без выштамповки нижней части. Эю мероприятие увеличит мощность завода по штамповке и кроме того не потребует увеличения правильных агрегате, т.к. правка таких деталей возможна по трем направлениям на вальцах, а не на прессах, и к тому же эти детали будут соответствовать существующей валовой продукции.
2. Изыскание способа штамповки на 15000 тн. ковочном прессе боковин башни и кормы корпуса.
С целью быстрейшего разрешения вопроса Мариупольский завод наметил график работ, по которому начал производить подготовительные (основные) работы. Просим намеченные мероприятия и график работ утвердить.

Чертеж верхнего носового листа (деталь 34.29.904).
ДИРЕКТОР ЗАВОДА (ГАРМАШЕВ) ГЛАВНЫЙ ИНЖЕНЕР (НИЦЕНКО) [2]
Опытные работы по штамповке на 15000-тонном прессе верхнего носового листа с выштамповкой надлобника планировалось закончить 27 июля, боковых листов башни – 31 июля, нижней кормовой детали – 6 августа, а верхнего носового листа с выштамповкой надлобника и будки «ДГ» – 2 сентября 1940 г.